
পণ্য






স্টেইনলেস স্টীল স্ট্যাম্পিং অংশ
টেকসই স্টেইনলেস স্টীল স্ট্যাম্পিং অংশ খুঁজছেন? Nuote Metals, একটি চীন কারখানা, স্বয়ংচালিত এবং চিকিৎসা ডিভাইসের জন্য কাস্টম সমাধান প্রদান করে। আমাদের নির্ভুল স্ট্যাম্পিং মরিচারোধী শক্তি এবং সঠিক ফিট সরবরাহ করে। শেষ পর্যন্ত নির্মিত অংশগুলির সাথে জারা এবং পরিধানের সমস্যাগুলি সমাধান করুন। যে গুণমানের সঞ্চালন করে তার জন্য কারখানাটিকে বিশ্বাস করুন।
অনুসন্ধান পাঠান
পণ্যের বর্ণনা
আর্দ্রতা, রাসায়নিক বা চরম তাপমাত্রার সংস্পর্শে আসা উপাদানগুলির জন্য, উপাদান পছন্দটি গুরুত্বপূর্ণ।স্টেইনলেস স্টীল মুদ্রাঙ্কন অংশজারা প্রতিরোধের এবং যান্ত্রিক শক্তি সরবরাহ করে যা সাধারণ কার্বন ইস্পাত মেলে না—এগুলিকে চিকিৎসা, খাদ্য প্রক্রিয়াকরণ, সামুদ্রিক, এবং স্থাপত্য অ্যাপ্লিকেশনের জন্য আদর্শ করে তোলে।
Nuote ধাতুঅস্টেনিটিক (304, 316), ফেরিটিক (430), এবং মার্টেনসিটিক (410, 420) গ্রেড থেকে স্টেইনলেস স্টীল স্ট্যাম্পিং যন্ত্রাংশ তৈরিতে বিশেষজ্ঞ। আমাদের স্ট্যাম্পিং প্রক্রিয়াগুলি স্টেইনলেস স্টিলের সাথে কাজ করার অনন্য চ্যালেঞ্জগুলি কাটিয়ে উঠতে অপ্টিমাইজ করা হয়েছে: কাজ শক্ত করা, উচ্চ প্রসার্য শক্তি এবং সরঞ্জাম পরিধান।

স্টেইনলেস স্টীল স্ট্যাম্পিং অংশ কি?
স্টেইনলেস স্টিলের স্ট্যাম্পিং পার্টস হল ধাতুর উপাদান যা স্টেইনলেস স্টিলের কয়েল বা শীটকে কাস্টম ডাই দিয়ে সজ্জিত স্ট্যাম্পিং প্রেসের মাধ্যমে খাওয়ানোর মাধ্যমে তৈরি করা হয়। প্রক্রিয়াটি উপাদানটিকে কাট, বাঁক, ফর্ম বা সমাপ্ত আকারে আঁকে।
হালকা ইস্পাতের বিপরীতে, স্টেইনলেস স্টিলের স্ট্যাম্পিং অংশগুলিতে কমপক্ষে 10.5% ক্রোমিয়াম থাকে, যা একটি নিষ্ক্রিয় অক্সাইড স্তর গঠন করে যা মরিচা এবং দাগ প্রতিরোধ করে। এই স্ব-নিরাময় স্তরটি স্টেইনলেস স্টিলকে পরিচ্ছন্নতা, দীর্ঘায়ু এবং আক্রমণাত্মক পরিবেশের প্রতিরোধের জন্য প্রয়োজনীয় অ্যাপ্লিকেশনগুলির জন্য আদর্শ করে তোলে।
Nuote ধাতুতিনটি প্রাথমিক পরিবারে স্টেইনলেস স্টীল স্ট্যাম্পিং অংশ উত্পাদন করে:
--অস্টেনিটিক (304, 316) - সর্বাধিক সাধারণ, অ-চৌম্বকীয়, চমৎকার গঠনযোগ্যতা
--ফেরিটিক (430) - চৌম্বক, কম খরচ, ভাল জারা প্রতিরোধের
--মারটেনসিটিক (410, 420) - তাপ চিকিত্সার সাথে শক্ত হয়, পরিধান-প্রতিরোধী

কেন স্টেইনলেস স্টীল স্ট্যাম্পিং অংশ জন্য Nuote ধাতু চয়ন?
বস্তুগত দক্ষতা
স্টেইনলেস স্টীল কার্বন স্টিলের চেয়ে ভিন্নভাবে আচরণ করে। Nuote মেটাল ইঞ্জিনিয়াররা বুঝতে পারেন:
কঠোর পরিশ্রমের হার - 304 স্টেইনলেস গঠনের সময় দ্রুত শক্ত হয়, যত্নশীল টুল ডিজাইন এবং লুব্রিকেশন প্রয়োজন
স্প্রিংব্যাকের বৈশিষ্ট্য - উচ্চ ফলন শক্তি মানে স্টেইনলেস স্টীল হালকা ইস্পাতের চেয়ে তার আসল আকারে ফিরে আসে
গ্যালিং প্রবণতা - স্টেইনলেস স্টীল চাপের মধ্যে টুলের পৃষ্ঠকে মেনে চলতে পারে, পালিশ করা ডাই এবং নির্দিষ্ট আবরণের দাবি রাখে
স্টেইনলেস জন্য ডেডিকেটেড টুলিং
স্টেইনলেস স্টীল স্ট্যাম্পিং অংশ বৈশিষ্ট্য জন্য আমাদের মৃত্যু:
কার্বাইড বা D2 টুল স্টিল - স্টেইনলেস থেকে ঘষিয়া তুলিয়া ফেলিতে সক্ষম পরিধান সহ্য করে
টিআইএন বা টিআইসিএন আবরণ - ঘর্ষণ এবং গলদ কমায়
উদার রেডিআই - বাঁকগুলিতে ক্র্যাকিং প্রতিরোধ করে
নির্ভুলতা ছাড়পত্র - প্রতি পাশে 8-12% (হালকা ইস্পাতের জন্য 5-8% এর তুলনায়)
Nuote ধাতু স্টেইনলেস স্টীল স্ট্যাম্পিং অংশ প্রযুক্তিগত বিশেষ উল্লেখ
উপলব্ধ স্টেইনলেস স্টীল গ্রেড
| গ্রেড | টাইপ | মূল বৈশিষ্ট্য | সাধারণ অ্যাপ্লিকেশন |
|---|---|---|---|
| 304 | অস্টেনিটিক | সর্বোত্তম চারপাশে জারা প্রতিরোধের, ভাল গঠনযোগ্যতা | মেডিকেল ডিভাইস, খাদ্য সরঞ্জাম, রাসায়নিক হার্ডওয়্যার |
| 304L | অস্টেনিটিক | নিম্ন কার্বন (0.03%), ভাল জোড়যোগ্যতা | ঝালাই সমাবেশ, পুরু বিভাগ |
| 316 | অস্টেনিটিক | মলিবডেনাম যোগ করা হয়েছে, চমৎকার লবণাক্ত পানির প্রতিরোধ | সামুদ্রিক উপাদান, ফার্মাসিউটিক্যাল সরঞ্জাম |
| 316L | অস্টেনিটিক | 316 এর কম কার্বন সংস্করণ | ইমপ্লান্টযোগ্য ডিভাইস, অস্ত্রোপচারের যন্ত্র |
| 430 | ফেরিটিক | চৌম্বক, কম খরচ, হালকা জারা জন্য ভাল | যন্ত্রপাতি ট্রিম, স্বয়ংচালিত নিষ্কাশন clamps |
| 410 | মার্টেনসিটিক | এইচআরসি 38-45-এ তাপ চিকিত্সাযোগ্য, প্রতিরোধী পরিধান | ভালভ ডালপালা, পাম্প শ্যাফ্ট (স্ট্যাম্পযুক্ত ফাঁকা) |
| 420 | মার্টেনসিটিক | তাপ চিকিত্সার পরে উচ্চ কঠোরতা (HRC 48-52) | কাটলারি, অস্ত্রোপচারের কাঁচি (স্ট্যাম্পযুক্ত ফর্ম) |
| 301 (সম্পূর্ণ কঠিন) | অস্টেনিটিক | কোল্ড রোলিং থেকে উচ্চ প্রসার্য শক্তি | স্প্রিং ক্লিপ, ব্যাটারি পরিচিতি, ওয়াশার |
মাত্রিক ক্ষমতা
Nuote ধাতুউত্পাদন করেস্টেইনলেস স্টীল মুদ্রাঙ্কন অংশএকটি বিস্তৃত আকার পরিসীমা জুড়ে।
| প্যারামিটার | সামর্থ্য |
|---|---|
| উপাদান বেধ পরিসীমা | 0.1 মিমি থেকে 4.0 মিমি (গ্রেডের উপর নির্ভর করে) |
| সর্বাধিক অংশ আকার (প্রগতিশীল ডাই) | 300 মিমি x 300 মিমি |
| সর্বাধিক অংশের আকার (যৌগিক ডাই) | 500 মিমি x 500 মিমি |
| ন্যূনতম গর্ত ব্যাস | ভেদনের জন্য উপাদান বেধের সমান (1xT) |
| সহনশীলতা (মান) | ±0.10 মিমি মাত্রা 100 মিমি এর নিচে |
| সহনশীলতা (নির্ভুলতা) | ±0.05 মিমি সমালোচনামূলক বৈশিষ্ট্য |
| সমতলতা (প্রতি 100 মিমি) | ≤0.20 মিমি (প্রয়োজনে চাপ উপশম করার পরে) |
স্টেইনলেস স্টীল জন্য স্ট্যাম্পিং প্রক্রিয়া
| প্রক্রিয়া | স্টেইনলেস জন্য উপযুক্ততা | নোট |
|---|---|---|
| ব্ল্যাঙ্কিং | চমৎকার | উচ্চ ভলিউমের জন্য কার্বাইডের প্রয়োজন হয় |
| ছিদ্র | ভাল | ছোট গর্ত (<1.5xT) দুটি আঘাতে ছিদ্র করার প্রয়োজন হতে পারে |
| নমন (বায়ু নমন) | ভাল | স্প্রিংব্যাকের জন্য অনুমতি দিন (সাধারণত 2-5° ওভার-বেন্ড প্রয়োজন) |
| নমন (মুদ্রা) | চমৎকার | স্প্রিংব্যাক হ্রাস করে তবে উচ্চ টন ভারেজ প্রয়োজন |
| অগভীর অঙ্কন (গভীরতা < 2x ডায়া) | ভাল | annealed 304 পছন্দ; তৈলাক্তকরণ সমালোচনামূলক |
| গভীর অঙ্কন | ন্যায্য থেকে মধ্যপন্থী | একাধিক ড্র এবং মধ্যবর্তী annealing প্রয়োজন হতে পারে |
| কয়েনিং/ এমবসিং | ভাল | কাজ শক্ত করার কারণে উচ্চ প্রেস টনেজ প্রয়োজন |
মুদ্রাঙ্কন পরে যান্ত্রিক বৈশিষ্ট্য
| গ্রেড | প্রসার্য শক্তি (MPa) | ফলন শক্তি (MPa) | প্রসারণ % | কঠোরতা (সাধারণ) |
|---|---|---|---|---|
| 304 (অ্যানিলড) | 515 - 620 | 205 - 240 | 40 - 60 | এইচআরবি 70-85 |
| 304 (1/2 কঠিন) | 860 - 1030 | 690 - 860 | 10 - 20 | HRC 25-32 |
| 316 (অ্যানিলড) | 550 - 620 | 205 - 240 | 40 - 60 | এইচআরবি 75-85 |
| 430 (অ্যানিলড) | 450 – 550 | 240 - 310 | 20 - 30 | এইচআরবি 75-85 |
| 410 (অ্যানিলড) | 480 - 550 | 275 - 345 | 15 - 20 | HRB 80-90 |
দ্রষ্টব্য: স্টেইনলেস স্টীল স্ট্যাম্পিং অংশগুলি গঠনের সময় কাজ করতে পারে। নরম অবস্থার প্রয়োজন হলে "স্ট্যাম্পিংয়ের পরে অ্যানিলড" নির্দিষ্ট করুন।
স্টেইনলেস স্টীল মুদ্রাঙ্কন অংশ জন্য পৃষ্ঠ সমাপ্তি
Nuote ধাতুচেহারা বা কার্যকারিতা উন্নত করতে একাধিক পোস্ট-স্ট্যাম্পিং ফিনিশ অফার করে।
যান্ত্রিক সমাপ্তি
| শেষ করুন | বর্ণনা | পদ্ধতি | আবেদন |
|---|---|---|---|
| #2B (মিল) | মসৃণ, প্রতিফলিত ফিনিস (মান) | হালকা ঠান্ডা ঘূর্ণায়মান সঙ্গে হিসাবে-ঘূর্ণিত | সাধারণ শিল্প, লুকানো অংশ |
| #4 (ব্রাশ করা) | সূক্ষ্ম দিকনির্দেশক সাটিন লাইন | ঘষিয়া তুলিয়া ফেলিতে সক্ষম বেল্ট সমাপ্তি | খাদ্য সরঞ্জাম, স্থাপত্য ছাঁটা |
| #8 (আয়না) | অত্যন্ত প্রতিফলিত, আয়না মত | প্রগতিশীল মসৃণতা | আলংকারিক, চিকিৎসা যন্ত্র |
| পুঁতি বিস্ফোরণ | অভিন্ন ম্যাট, অ-দিকনির্দেশক | কাচের গুটিকা প্রভাব | মেডিকেল ঘের, নান্দনিক অংশ |
| ইলেক্ট্রোপলিশিং | মসৃণ, উজ্জ্বল, প্যাসিভ লেয়ার উন্নত | মাইক্রো-burrs ইলেক্ট্রোকেমিক্যাল অপসারণ | ফার্মাসিউটিক্যাল, সেমিকন্ডাক্টর, উচ্চ বিশুদ্ধতা |
আবরণ এবং চিকিত্সা (স্টেইনলেস জন্য বিরল, কিন্তু উপলব্ধ)
| চিকিৎসা | উদ্দেশ্য | সাধারণ পুরুত্ব |
|---|---|---|
| প্যাসিভেশন | বিনামূল্যে লোহা অপসারণ, জারা প্রতিরোধের পুনরুদ্ধার | পরিমাপযোগ্য নয় (রাসায়নিক প্রক্রিয়া) |
| কালো অক্সাইড | বিরোধী একদৃষ্টি, হালকা জারা প্রতিরোধের | 0.5 - 1.5 µm |
| PVD আবরণ (TiN, CrN) | পরিধান প্রতিরোধের, আলংকারিক রঙ | 1 – 3 µm |
স্টেইনলেস স্টীল মুদ্রাঙ্কন অংশের অ্যাপ্লিকেশন
Nuote ধাতু সরবরাহস্টেইনলেস স্টীল মুদ্রাঙ্কন অংশস্বাস্থ্যবিধি, স্থায়িত্ব এবং জারা প্রতিরোধের প্রয়োজন এমন শিল্পগুলিতে।
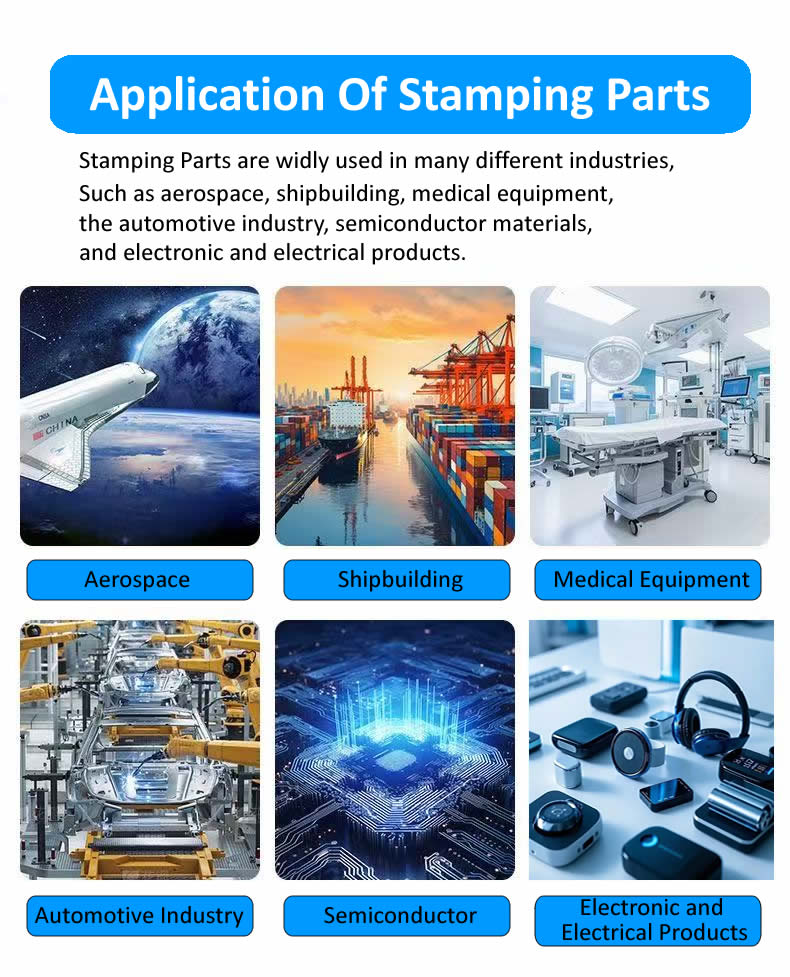
চিকিৎসা ও স্বাস্থ্যসেবা
অস্ত্রোপচারের যন্ত্রের হাতল এবং চোয়াল (স্ট্যাম্পযুক্ত ফাঁকা)
অর্থোপেডিক ইমপ্লান্ট ট্রায়াল উপাদান
নির্বীজন ট্রে ছিদ্রযুক্ত শীট
ডায়াগনস্টিক সরঞ্জাম চ্যাসিস
হাসপাতালের বিছানার হার্ডওয়্যার এবং ল্যাচ
খাদ্য এবং পানীয় প্রক্রিয়াকরণ
পরিবাহক বেল্ট চেইন লিঙ্ক
পাম্প ডায়াফ্রাম ধারক
মিক্সার ব্লেড মাউন্ট বন্ধনী
অগ্রভাগ উপাদান ভর্তি
স্যানিটারি পাইপ clamps এবং flanges
মেরিন এবং অফশোর
নৌকা ক্লিট ঘাঁটি এবং কব্জা
ডেক হার্ডওয়্যার ব্যাকপ্লেট
নিষ্কাশন সিস্টেম ক্ল্যাম্প (316 গ্রেড)
লবণাক্ত পানির ফিল্টার হাউজিং
অফশোর প্ল্যাটফর্ম বৈদ্যুতিক ঘের অংশ
স্বয়ংচালিত এবং বাণিজ্যিক যানবাহন
নিষ্কাশন বহুগুণ gaskets
জ্বালানী সিস্টেম বন্ধনী
টার্বো তাপ ঢাল
ওয়াইপার আর্ম উপাদান (430 স্টেইনলেস)
ট্রাকের বিছানা টাই-ডাউন রিং
রাসায়নিক এবং শিল্প
ভালভ অ্যাকচুয়েটর বন্ধনী
পাম্প পরিধান প্লেট
ফিল্টার হাউজিং সমর্থন করে
ল্যাব সরঞ্জাম ঘের
চাপ পরিমাপক উপাদান
স্টেইনলেস স্টীল স্ট্যাম্পিং অংশগুলির জন্য গুণমানের নিশ্চয়তা - অনুশীলনে EEAT
Nuote ধাতুস্টেইনলেস স্টিলের জন্য নির্দিষ্ট কঠোর মানের প্রোটোকল প্রয়োগ করে।
ওয়ার্ক হার্ডেনিংয়ের অভিজ্ঞতা
আমাদের স্ট্যাম্পিং ইঞ্জিনিয়ারদের অস্টেনিটিক স্টেইনলেস স্টিলের সাথে 10 বছরের বেশি অভিজ্ঞতা রয়েছে। আমরা সীমিত উপাদান বিশ্লেষণ (এফইএ) ব্যবহার করি বাঁকগুলিতে পাতলা হওয়া এবং ক্র্যাকিংয়ের পূর্বাভাস দিতে, ন্যূনতম পুরুত্ব বজায় রাখতে ডাই জ্যামিতি সামঞ্জস্য করে।
জারা পরীক্ষায় দক্ষতা
কঠোর পরিবেশের জন্য নির্ধারিত স্টেইনলেস স্টীল স্ট্যাম্পিং অংশগুলির জন্য, আমরা অফার করি:
সল্ট স্প্রে টেস্টিং (ASTM B117) - গ্রেডের উপর নির্ভর করে 200 থেকে 1,000 ঘন্টা
প্যাসিভেশন যাচাইকরণ - ASTM A967 প্রতি কপার সালফেট বা ফেরোক্সিল পরীক্ষা
ইন্টারগ্রানুলার জারা পরীক্ষা - ঢালাই করা স্টেইনলেস অংশগুলির জন্য (ASTM A262)
মানদণ্ডের মাধ্যমে কর্তৃত্ব
আমাদের স্টেইনলেস স্টীল স্ট্যাম্পিং অংশগুলি মেনে চলে:
ASTM A240/A240M - স্টেইনলেস শীট/প্লেটের জন্য স্ট্যান্ডার্ড
ISO 9001:2015 - গুণমান ব্যবস্থাপনা
ISO 13485 - মেডিকেল ডিভাইসের গুণমান (অনুরোধের ভিত্তিতে উপলব্ধ)
এফডিএ সম্মতি - খাদ্য যোগাযোগ অ্যাপ্লিকেশনের জন্য (উপাদান শংসাপত্র)

ট্রেসেবিলিটির মাধ্যমে বিশ্বাস করুন
Nuote ধাতু থেকে স্টেইনলেস স্টীল স্ট্যাম্পিং অংশের প্রতিটি ব্যাচ অন্তর্ভুক্ত:
মিল টেস্ট সার্টিফিকেট (MTC) - রাসায়নিক এবং যান্ত্রিক বৈশিষ্ট্য
পরিদর্শন রিপোর্ট - প্রকৃত পরিমাপ করা মান সহ মূল মাত্রা
প্যাসিভেশন সার্টিফিকেট (যদি প্রয়োগ করা হয়) - তারিখ, পদ্ধতি, পরীক্ষার ফলাফল
নমুনা অংশ - 10 টুকরা উত্পাদন রিলিজের আগে পাঠানো হয়েছে
স্টেইনলেস স্টীল স্ট্যাম্পিং যন্ত্রাংশে সাধারণ চ্যালেঞ্জ এবং কিভাবে Nuote মেটাল সেগুলো সমাধান করে
| চ্যালেঞ্জ | কারণ | Nuote ধাতু সমাধান |
|---|---|---|
| bends এ ক্র্যাকিং | অপর্যাপ্ত বাঁক ব্যাসার্ধ বা কঠিন কাজ | ব্যাসার্ধের ভিতরে সর্বনিম্ন 2xT ব্যবহার করুন; annealed উপাদান নির্দিষ্ট করুন; চাপ ত্রাণ যোগ করুন |
| গ্যালিং (মৃত্যুতে উপাদান স্থানান্তর) | উচ্চ ঘর্ষণ এবং চাপ | পালিশ কার্বাইড মারা যায়; টিআইএন আবরণ; উচ্চ কর্মক্ষমতা লুব্রিকেন্ট |
| স্প্রিংব্যাক ভুল কোণ ঘটাচ্ছে | স্টেইনলেস উচ্চ ফলন শক্তি | ওভার-বেন্ড মারা যায় (2-5° ক্ষতিপূরণ); বায়ু নমন পরিবর্তে coining |
| কাঁটা প্রান্তে burrs | পরা পাঞ্চ/ডাই ক্লিয়ারেন্স | প্রতি পাশে 8-12% ছাড়পত্র বজায় রাখুন; ধারালো কার্বাইড পাঞ্চ ব্যবহার করুন; সেকেন্ডারি ডিবারিং |
| হ্যান্ডলিং সময় পৃষ্ঠ scratching | অস্টেনিটিক স্টেইনলেস তুলনামূলকভাবে নরম | স্ট্যাম্প করা অংশের মধ্যে প্লাস্টিক ইন্টারলিভিং; সারিবদ্ধ শিপিং পাত্রে |
স্টেইনলেস স্টীল স্ট্যাম্পিং যন্ত্রাংশ সম্পর্কে প্রায়শই জিজ্ঞাসিত প্রশ্নাবলী
নীচে Nuote Metals দ্বারা প্রাপ্ত সবচেয়ে সাধারণ প্রযুক্তিগত অনুসন্ধানগুলি সম্পর্কিতস্টেইনলেস স্টীল মুদ্রাঙ্কন অংশ.
প্রশ্ন 1: স্টেইনলেস স্টিলের স্ট্যাম্পিং অংশগুলির জন্য 304 এবং 316 স্টেইনলেস স্টিলের মধ্যে পার্থক্য কী? আমি কোনটি নির্বাচন করা উচিত?
উত্তর: মূল পার্থক্য হল মলিবডেনাম সামগ্রী। 304 স্টেইনলেসে 18% ক্রোমিয়াম এবং 8% নিকেল রয়েছে, যা চমৎকার সাধারণ জারা প্রতিরোধের প্রস্তাব দেয়। 316 যোগ করে 2-3% মলিবডেনাম, যা উল্লেখযোগ্যভাবে ক্লোরাইডের প্রতিরোধ ক্ষমতা উন্নত করে (লবণ জল, ডি-আইসিং সল্ট, ব্লিচ)। স্টেইনলেস স্টিলের স্ট্যাম্পিং অংশগুলির জন্য বাড়ির ভিতরে বা তাজা জলে ব্যবহৃত, 304 যথেষ্ট এবং আরও লাভজনক। সামুদ্রিক পরিবেশ, উপকূলীয় বহিরঙ্গন অ্যাপ্লিকেশন, ক্লোরাইড পরিচালনাকারী রাসায়নিক উদ্ভিদ, বা লবণাক্ত ব্রিন দিয়ে খাদ্য প্রক্রিয়াকরণের জন্য, Nuote Metals সুপারিশ করে 316। উল্লেখ্য যে 316 304-এর তুলনায় প্রায় 15-20% বেশি ব্যয়বহুল এবং এর গঠনযোগ্যতা কিছুটা কম (আরো উদার বাঁক রেডিআই প্রয়োজন)। যদি আপনার স্টেইনলেস স্টিলের স্ট্যাম্পিং অংশগুলি ঢালাই করা হয়, আমরা তাপ-আক্রান্ত অঞ্চলে সংবেদনশীলতা এবং আন্তঃগ্রানুলার ক্ষয় রোধ করতে 304L বা 316L (নিম্ন কার্বন সংস্করণ) পরামর্শ দিই।
প্রশ্ন 2: স্টেইনলেস স্টিলের অংশগুলি স্ট্যাম্পিং করার সময় নুওট মেটালগুলি কীভাবে গলদ রোধ করে? গলিং একটি সমস্যা কেন?
উত্তর: গ্যালিং হল ডাই পৃষ্ঠে স্টেইনলেস স্টীল উপাদানের ঠান্ডা-ঢালাই স্থানান্তর। এটি ঘটে কারণ স্টেইনলেসের প্যাসিভ অক্সাইড স্তর চাপের অধীনে লঙ্ঘন হতে পারে, যা খালি ধাতু থেকে ধাতুর যোগাযোগের অনুমতি দেয়। গ্যালিং রুক্ষ অংশ পৃষ্ঠতল, মাত্রিক প্রবাহ, এবং ঘটনাক্রমে ডাই ব্যর্থতার কারণ হয়। নুওট মেটালস গলতে বাধা দেয়স্টেইনলেস স্টীল মুদ্রাঙ্কন অংশতিনটি পদ্ধতির মাধ্যমে। প্রথমত, আমরা কার্বাইড ডাই ইনসার্ট ব্যবহার করি একটি Ra-এ 0.1 µm বা তার চেয়ে ভালো পালিশ করা - মসৃণ পৃষ্ঠগুলি আনুগত্য বিন্দু কমিয়ে দেয়। দ্বিতীয়ত, আমরা PVD আবরণ (TiN বা TiCN) ঘুষি এবং গঠনের সরঞ্জামগুলিতে প্রয়োগ করি, একটি শক্ত, কম-ঘর্ষণ বাধা তৈরি করে। তৃতীয়ত, আমরা ক্লোরিন-মুক্ত চরম চাপ লুব্রিকেন্ট নির্বাচন করি যা বিশেষভাবে অস্টেনিটিক স্টেইনলেসের জন্য তৈরি করা হয়। উচ্চ-ভলিউম স্টেইনলেস স্টীল স্ট্যাম্পিং অংশগুলির জন্য, আমরা স্বয়ংক্রিয় মাইক্রো-লুব্রিকেশন সিস্টেমগুলিও প্রয়োগ করি যা প্রতিটি স্ট্রোকে তাজা তেল প্রয়োগ করে। যদি এখনও গ্যালিং ঘটে, আমাদের ইন-ডাই সেন্সরগুলি বর্ধিত স্ট্রিপিং বল সনাক্ত করে এবং প্রেসটি স্বয়ংক্রিয়ভাবে বন্ধ করে দেয়।
প্রশ্ন 3: আপনি কি কাঁটা প্রান্তে কোন burrs সঙ্গে স্টেইনলেস স্টীল স্ট্যাম্পিং অংশ উত্পাদন করতে পারেন? আপনার স্ট্যান্ডার্ড burr উচ্চতা কি?
উত্তর: বুর-মুক্ত প্রান্তগুলি প্রচলিত স্ট্যাম্পিংয়ের সাথে প্রযুক্তিগতভাবে অসম্ভব কারণ শিয়ারিং সবসময় একপাশে একটি ছোট উত্থিত রিজ ছেড়ে যায়। যাইহোক, Nuote Metals শক্তভাবে burrs নিয়ন্ত্রণ করে। স্টেইনলেস স্টীল স্ট্যাম্পিং অংশগুলির জন্য আমাদের স্ট্যান্ডার্ড গ্রহণযোগ্যতা সীমা হল burr উচ্চতা ≤ 5% উপাদান পুরুত্ব (যেমন, 1.0 মিমি পুরু উপাদানের জন্য 0.05 মিমি সর্বোচ্চ)। অ্যাপ্লিকেশানগুলির জন্য মূলত কোনও burrs প্রয়োজন হয় না (যেমন, যে অংশগুলি মানুষের টিস্যু বা সূক্ষ্ম তারের নিরোধকের সাথে যোগাযোগ করে), আমরা কম্পনকারী টাম্বলিং (বরারগুলিকে ≤0.02 মিমি পর্যন্ত নিচে সরিয়ে দেয় এবং সামান্য প্রান্তের ব্যাসার্ধ যোগ করে) বা ইলেক্ট্রোপলিশিং (রাসায়নিকভাবে সারফেস দ্রবীভূত করে এবং মাইক্রো-বার্সার উন্নত করে) ব্যবহার করে সেকেন্ডারি ডিবারিং অফার করি। আপনার অঙ্কনে "কোন ধারালো প্রান্ত নেই" বা "বার উচ্চতা সর্বোচ্চ 0.03 মিমি" উল্লেখ করুন। উচ্চ-ভলিউম স্টেইনলেস স্টীল স্ট্যাম্পিং অংশগুলির জন্য যেখানে burrs অগ্রহণযোগ্য, আমরা ফাইন ব্ল্যাঙ্কিং (একটি বিকল্প প্রক্রিয়া) বা সেকেন্ডারি গ্রাইন্ডিং সুপারিশ করতে পারি, যদিও উভয় খরচ যোগ করে। একটি সম্ভাব্যতা মূল্যায়নের জন্য আপনার burr সীমা প্রয়োজনের সাথে Nuote ধাতুর সাথে যোগাযোগ করুন।
প্রশ্ন 4: স্টেইনলেস স্টীল স্ট্যাম্পিং অংশগুলির কি স্ট্যাম্পিংয়ের পরে প্যাসিভেশন প্রয়োজন? এটা কখন প্রয়োজন?
উত্তর: প্যাসিভেশন একটি রাসায়নিক চিকিত্সা যা এর পৃষ্ঠ থেকে বিনামূল্যে লোহার কণা অপসারণ করেস্টেইনলেস স্টীল মুদ্রাঙ্কন অংশ. স্ট্যাম্পিংয়ের সময়, টুলিং অংশে মাইক্রোস্কোপিক লোহার কণা স্থানান্তর করতে পারে। এই লোহার কণাগুলি মরিচা ধরতে পারে, লাল দাগ তৈরি করে যা জারা প্রতিরোধের সাথে আপস করে। প্যাসিভেশন অন্তর্নিহিত ক্রোমিয়াম-সমৃদ্ধ স্টেইনলেস আক্রমণ না করে এই কণাগুলিকে দ্রবীভূত করে। Nuote Metals মেডিকেল ডিভাইস, খাদ্য যোগাযোগ, সামুদ্রিক পরিবেশ, বা যে কোনো অ্যাপ্লিকেশন যেখানে মরিচা দাগ অগ্রহণযোগ্য ব্যবহার করা স্টেইনলেস স্টীল স্ট্যাম্পিং অংশগুলির জন্য প্যাসিভেশন সুপারিশ করে। কিছু মেডিকেল এবং মহাকাশ স্পেসিফিকেশনের জন্য ASTM A967-এর মাধ্যমেও প্যাসিভেশন প্রয়োজন। সাধারণ শিল্প স্টেইনলেস স্টিলের স্ট্যাম্পিং অংশগুলির জন্য (যেমন, বন্ধনী, ক্ল্যাম্প, ঘের) বাড়ির ভিতরে ব্যবহৃত হয়, প্যাসিভেশন প্রায়শই ঐচ্ছিক। আমরা স্ট্যাম্পযুক্ত বা প্যাসিভেশন সহ অংশগুলি সরবরাহ করতে পারি। আমাদের প্যাসিভেশন লাইন সাইট্রিক অ্যাসিড (পরিবেশ বান্ধব) ব্যবহার করে এবং ASTM A967 প্রতি যাচাইকরণ পরীক্ষা অন্তর্ভুক্ত করে।
কেন স্টেইনলেস স্টীল স্ট্যাম্পিং অংশের জন্য Nuote ধাতু সঙ্গে অংশীদার?
স্টেইনলেস স্টীল স্ট্যাম্পিং অংশগুলির জন্য সঠিক সরবরাহকারী নির্বাচন করার জন্য উপাদান আচরণ, টুল ডিজাইন এবং পোস্ট-প্রসেসিং-এ দক্ষতার প্রয়োজন। Nuote Metals অফার:
10+ বছর স্ট্যাম্পিং স্টেইনলেস স্টীল বিশেষভাবে
স্টকে গ্রেড - 304, 304L, 316, 316L, 430, 410, 301
ইন-হাউস প্যাসিভেশন - যাচাইকরণ পরীক্ষার সাথে সাইট্রিক অ্যাসিড লাইন
সহনশীলতা ±0.05 মিমি - সমালোচনামূলক বৈশিষ্ট্যগুলিতে
1,000 থেকে 5,000,000+ টুকরা পর্যন্ত ভলিউম
বিনামূল্যে DFM পর্যালোচনা - নতুন স্টেইনলেস স্টীল স্ট্যাম্পিং অংশ ডিজাইনের জন্য
নমুনা প্রোগ্রাম - উত্পাদন টুলিং থেকে 20 বিনামূল্যে টুকরা
সম্পূর্ণ ট্রেসেবিলিটি - প্রতিটি অর্ডারের সাথে মিল সার্টিফিকেট এবং পরিদর্শন প্রতিবেদন
যোগাযোগNuote ধাতুআজই আপনার অঙ্কন আপলোড করতে বা আপনার স্টেইনলেস স্টীল স্ট্যাম্পিং অংশের প্রয়োজনীয়তা নিয়ে আলোচনা করতে।
হট ট্যাগ: স্টেইনলেস স্টীল স্ট্যাম্পিং অংশ, কাস্টম স্টেইনলেস স্টীল মুদ্রাঙ্কন অংশ, স্টেইনলেস স্টীল মুদ্রাঙ্কন যন্ত্রাংশ কারখানা
অনুসন্ধান পাঠান
নীচের ফর্মে আপনার তদন্ত দিতে নির্দ্বিধায় দয়া করে. আমরা আপনাকে 24 ঘন্টার মধ্যে উত্তর দেব।









X
আমরা আপনাকে একটি ভাল ব্রাউজিং অভিজ্ঞতা দিতে, সাইটের ট্র্যাফিক বিশ্লেষণ করতে এবং সামগ্রী ব্যক্তিগতকৃত করতে কুকিজ ব্যবহার করি। এই সাইটটি ব্যবহার করে, আপনি আমাদের কুকিজ ব্যবহারে সম্মত হন।
গোপনীয়তা নীতি