
পণ্য






স্ট্যাম্প করা ইস্পাত অংশ
শক্ত স্ট্যাম্পযুক্ত ইস্পাত অংশ প্রয়োজন? Nuote Metals, একটি চীন কারখানা, ভারী যন্ত্রপাতি এবং নির্মাণের জন্য কাস্টম স্ট্যাম্পযুক্ত ইস্পাত উপাদান অফার করে। আমাদের উচ্চ-টনেজ স্ট্যাম্পিং সুসংগত বেধ এবং প্রভাব প্রতিরোধের নিশ্চিত করে। শক্তির জন্য প্রকৌশলী ইস্পাত অংশ দিয়ে কাঠামোগত দুর্বলতা সমাধান করুন। স্থায়ীত্বের জন্য কারখানার উপর নির্ভর করুন।
অনুসন্ধান পাঠান
পণ্যের বর্ণনা
অগণিত শিল্প এবং বাণিজ্যিক পণ্যের জন্য, মেরুদণ্ড হল ইস্পাত।স্ট্যাম্পযুক্ত ইস্পাত অংশযান্ত্রিক শক্তি, উপাদান প্রাপ্যতা, এবং ব্যয়-কার্যকারিতার একটি অতুলনীয় সমন্বয় অফার করে। ভারী যন্ত্রপাতি বন্ধনী থেকে নির্ভুল ইলেকট্রনিক ফ্রেম পর্যন্ত, স্ট্যাম্পযুক্ত ইস্পাত উপাদানগুলি এমন অ্যাপ্লিকেশনগুলিতে আধিপত্য বিস্তার করে যেখানে লোডের অধীনে নির্ভরযোগ্যতা অপরিহার্য।
Nuote ধাতুএক দশকেরও বেশি সময় ধরে উচ্চ-মানের স্ট্যাম্পযুক্ত ইস্পাত অংশ তৈরি করেছে। আমাদের প্রেসগুলি 0.3 মিমি থেকে 6.0 মিমি পর্যন্ত পুরুত্বে কম-কার্বন, উচ্চ-কার্বন এবং অ্যালয় স্টিলগুলি পরিচালনা করে। আমরা অপ্রয়োজনীয় খরচ ছাড়াই কঠোর কর্মক্ষমতা মান পূরণকারী উপাদান সরবরাহ করতে দক্ষ স্ট্যাম্পিং প্রক্রিয়ার সাথে উপাদান বিজ্ঞানকে একত্রিত করি।

স্ট্যাম্প করা ইস্পাত অংশ কি?
স্ট্যাম্পযুক্ত ইস্পাত অংশকাস্টম ডাইস দিয়ে সজ্জিত একটি স্ট্যাম্পিং প্রেসে ইস্পাত কুণ্ডলী বা শীট খাওয়ানোর দ্বারা গঠিত ধাতব উপাদান। প্রেসটি চূড়ান্ত আকৃতি তৈরি করতে ব্ল্যাঙ্কিং, পিয়ার্সিং, বাঁকানো, অঙ্কন বা এমবসিংয়ের মতো ক্রিয়াকলাপ সম্পাদন করে।
"স্ট্যাম্পযুক্ত ইস্পাত অংশ" শব্দটি সাধারণত কার্বন ইস্পাত বা কম খাদ ইস্পাত থেকে তৈরি উপাদানগুলিকে বোঝায় - স্টেইনলেস স্টিল, অ্যালুমিনিয়াম বা পিতল থেকে আলাদা৷ সাধারণ ইস্পাত গ্রেড অন্তর্ভুক্ত:
নিম্ন কার্বন ইস্পাত (SPCC, SPCD, Q195, 1008) - চমৎকার গঠনযোগ্যতা, অর্থনৈতিক
মাঝারি কার্বন ইস্পাত (S45C, 1045) - উচ্চ শক্তি, পরিধান প্রতিরোধের
উচ্চ কার্বন ইস্পাত (SK5, 1080) - বসন্ত মেজাজ, কঠোরতা
খাদ ইস্পাত (SPRING স্টিল, 51CrV4) - গতিশীল লোডের জন্য উচ্চ ক্লান্তি প্রতিরোধের
Nuote ধাতুপ্রতিটি অ্যাপ্লিকেশনের জন্য সর্বোত্তম ইস্পাত গ্রেড নির্বাচন করে, গঠনযোগ্যতা, শক্তি, খরচ এবং পৃষ্ঠের ফিনিস প্রয়োজনীয়তার ভারসাম্য বজায় রাখে।
আমাদের স্ট্যাম্পিং ওয়ার্কশপ সম্পর্কে আরও জানতে ভিডিওটি দেখুন
কেন স্ট্যাম্পড উপাদানের জন্য ইস্পাত চয়ন?
সঙ্গত কারণে ইস্পাত সবচেয়ে ব্যাপকভাবে স্ট্যাম্পযুক্ত উপাদান থেকে যায়।Nuote ধাতুস্ট্যাম্পযুক্ত ইস্পাত অংশগুলির এই সুবিধাগুলি হাইলাইট করে:
উচ্চ শক্তি-থেকে-খরচ অনুপাত - কম উপাদান খরচে ইস্পাত অ্যালুমিনিয়াম বা পিতলের চেয়ে বেশি শক্তি সরবরাহ করে
চৌম্বকীয় বৈশিষ্ট্য - সেন্সর, রিলে এবং ইলেক্ট্রোম্যাগনেটিক অ্যাসেম্বলির জন্য অপরিহার্য
ওয়েল্ডেবিলিটি - ইস্পাত অংশগুলি সহজেই স্পট, প্রজেকশন বা লেজার ওয়েল্ডিং গ্রহণ করে
প্লেটিং সামঞ্জস্য - দস্তা, নিকেল, টিন এবং অন্যান্য প্লেটিংগুলি ইস্পাতকে ভালভাবে মেনে চলে
প্রাপ্যতা - ইস্পাত কুণ্ডলী স্বল্প লিড সময়ের সাথে বিশ্বব্যাপী উপলব্ধ
Nuote ধাতু স্ট্যাম্প করা ইস্পাত অংশ প্রযুক্তিগত বিশেষ উল্লেখ
স্ট্যাম্পযুক্ত ইস্পাত অংশগুলির জন্য উপাদান বিকল্প
| গ্রেড | টাইপ | প্রসার্য শক্তি (MPa) | ফলন শক্তি (MPa) | সাধারণ কঠোরতা | সেরা অ্যাপ্লিকেশন |
|---|---|---|---|---|---|
| SPCC/Q195 | কম কার্বন, বাণিজ্যিক গুণমান | 270 - 350 | 180 - 240 | এইচআরবি 45-60 | সাধারণ বন্ধনী, ঘের, চ্যাসি অংশ |
| SPCD/1008 | কম কার্বন, অঙ্কন গুণমান | 280 - 370 | 190 - 250 | এইচআরবি 50-65 | আঁকা কাপ, জটিল ফর্ম |
| SPCE/1010 | কম কার্বন, গভীর অঙ্কন গুণমান | 300 - 390 | 210 - 260 | HRB 55-70 | গভীর টানা হাউজিং, স্বয়ংচালিত জ্বালানী ট্যাংক |
| S45C/1045 | মাঝারি কার্বন | 570 - 700 | 350 – 450 | এইচআরবি 85-95 | গিয়ারস (স্ট্যাম্পযুক্ত ফাঁকা), শ্যাফ্ট, প্লেট পরিধান |
| SK5/1080 | উচ্চ কার্বন (বসন্ত ইস্পাত) | 800 - 1,100 (কঠিন) | 500 - 800 | এইচআরসি 40-55 | ক্লিপ, স্প্রিংস, রিটেইনিং রিং, করাত ব্লেড |
| 51CrV4 | খাদ বসন্ত ইস্পাত | 1,200 - 1,500 | 1,000 - 1,300 | এইচআরসি 45-52 | হাই-সাইকেল লিফ স্প্রিংস, ক্লাচ ডিস্ক |
স্ট্যাম্পযুক্ত ইস্পাত অংশগুলির জন্য মাত্রিক ক্ষমতা
Nuote ধাতুউত্পাদন করেস্ট্যাম্প করা ইস্পাত অংশবিস্তৃত আকার এবং সহনশীলতা জুড়ে।
| প্যারামিটার | স্ট্যান্ডার্ড ক্ষমতা | যথার্থ ক্ষমতা (অনুরোধের ভিত্তিতে) |
|---|---|---|
| উপাদান বেধ | 0.3 মিমি - 6.0 মিমি | 0.2 মিমি - 8.0 মিমি (সীমিত গ্রেড) |
| সর্বাধিক অংশ মাত্রা (প্রগতিশীল ডাই) | 300 মিমি x 300 মিমি | 400 মিমি x 400 মিমি |
| সর্বাধিক অংশ মাত্রা (স্থানান্তর ডাই) | 500 মিমি x 600 মিমি | 600 মিমি x 800 মিমি |
| সহনশীলতা (খালি করা/বিদ্ধ করা) | ±0.10 মিমি | ±0.05 মিমি |
| সহনশীলতা (বাঁকানো কোণ) | ±1° | ±0.5° |
| ন্যূনতম গর্ত ব্যাস (ছিদ্র) | 1.0 x উপাদান বেধ | 0.8 x উপাদান বেধ |
| বুর উচ্চতা (মান) | ≤0.10 মিমি | ≤0.05 মিমি |
স্ট্যাম্প করা ইস্পাত অংশগুলির জন্য স্ট্যাম্পিং প্রক্রিয়া
Nuote ধাতুঅংশ জ্যামিতি এবং আয়তনের উপর ভিত্তি করে উপযুক্ত স্ট্যাম্পিং পদ্ধতি নির্বাচন করে।
| প্রক্রিয়া | সাধারণ ইস্পাত বেধ | বার্ষিক আয়তনের পরিসর | সুবিধা |
|---|---|---|---|
| যৌগ ডাই স্ট্যাম্পিং | 0.5 - 6.0 মিমি | 5k - 100k | কম টুলিং খরচ, সহজ সমতল অংশ |
| প্রগতিশীল ডাই স্ট্যাম্পিং | 0.3 - 4.0 মিমি | 100k – 10M+ | উচ্চ গতির, জটিল মাল্টি-স্টেশন অংশ |
| স্থানান্তর ডাই স্ট্যাম্পিং | 1.0 - 6.0 মিমি | 50k - 500k | বড় অংশ, গভীর আঁকা |
| ফাইন ব্ল্যাঙ্কিং | 1.0 - 12.0 মিমি | 50k - 500k | Burr-মুক্ত শিয়ার প্রান্ত, টাইট সমতলতা |
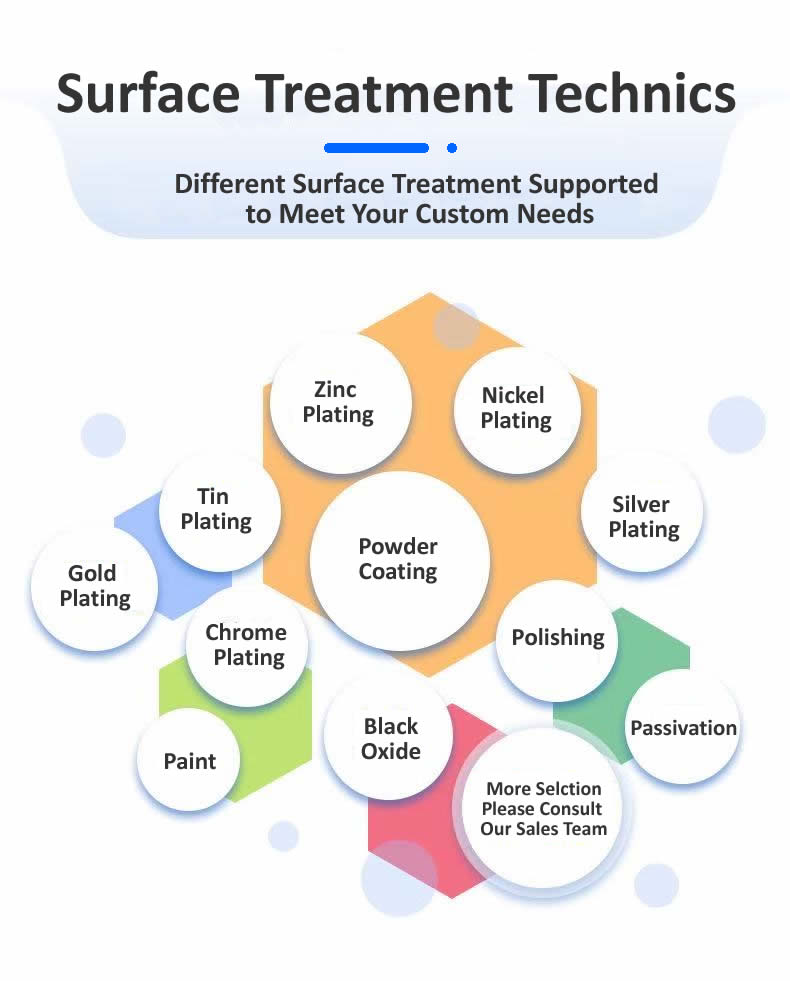
সারফেস সমাপ্তি উপলব্ধ
অধিকাংশস্ট্যাম্প করা ইস্পাত অংশক্ষয় রোধ করতে বা চেহারা উন্নত করতে পোস্ট-স্ট্যাম্পিং চিকিত্সা গ্রহণ করুন।
| শেষ করুন | বর্ণনা | পুরুত্ব | জারা প্রতিরোধের (লবণ স্প্রে) |
|---|---|---|---|
| দস্তা কলাই (পরিষ্কার/নীল/হলুদ) | প্যাসিভেশন সহ ইলেক্ট্রোপ্লেটেড জিঙ্ক | 5 – 12 µm | 48 - 120 ঘন্টা |
| দস্তা-নিকেল খাদ | উচ্চতর জারা সুরক্ষা | 8 - 15 µm | 200 - 500 ঘন্টা |
| হট-ডিপ গ্যালভানাইজিং | ভারী দস্তা আবরণ, ম্যাট ফিনিস | 40 - 80 µm | 500 - 1,000 ঘন্টা |
| কালো অক্সাইড | রূপান্তর আবরণ, বিরোধী একদৃষ্টি | 0.5 - 1.5 µm | 24 - 72 ঘন্টা (তেল প্রয়োজন) |
| পাউডার আবরণ | রঙিন পলিমারিক আবরণ | 60 - 120 µm | 500+ ঘন্টা (মানের উপর নির্ভর করে) |
| ই-কোট / ইলেক্ট্রোকোটিং | ক্যাথোডিক ইপোক্সি ডিপ | 15 - 25 µm | 300 - 600 ঘন্টা |
| ফসফেট (ম্যাঙ্গানিজ/জিঙ্ক) | পেইন্ট বেস বা তৈলাক্তকরণের জন্য রূপান্তর আবরণ | 2 - 10 µm | কম (টপকোট প্রয়োজন) |
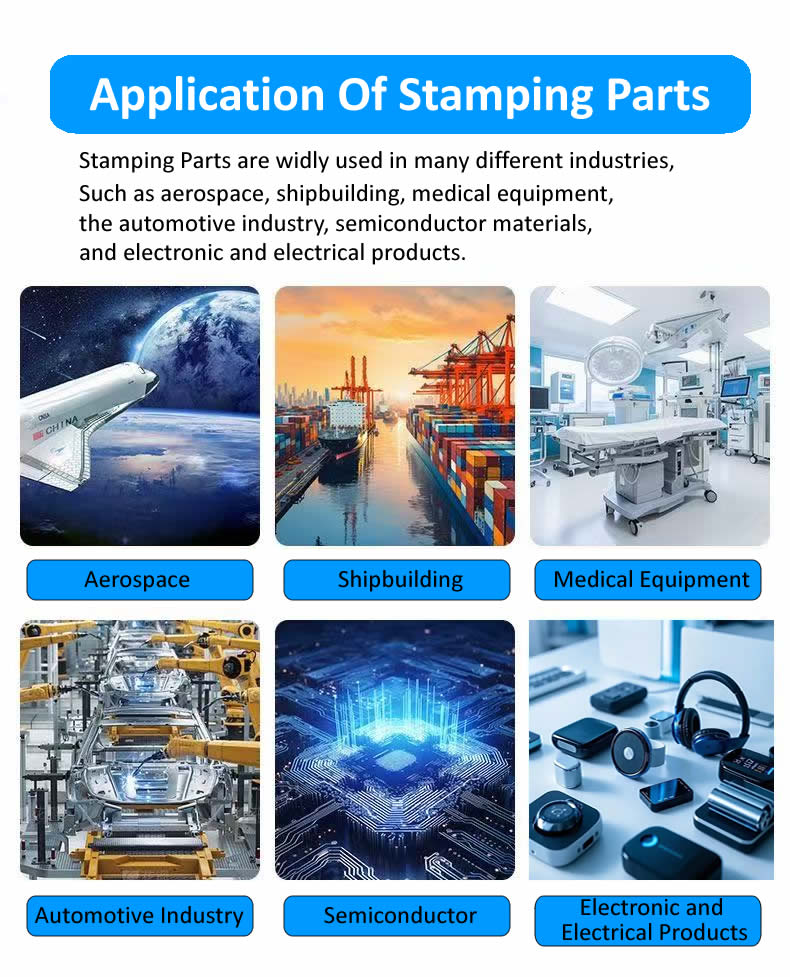
স্ট্যাম্পযুক্ত ইস্পাত যন্ত্রাংশ অ্যাপ্লিকেশন
Nuote ধাতুপ্রায় প্রতিটি শিল্প জুড়ে স্ট্যাম্পযুক্ত ইস্পাত যন্ত্রাংশ সরবরাহ করে। নীচে সেক্টর দ্বারা প্রতিনিধি উদাহরণ আছে.
বৈদ্যুতিক যানবাহন ব্যাটারি বাসবার (লো-কার্বন ইস্পাত, 2.0 মিমি পুরু)
একটি EV ব্যাটারি প্যাক প্রস্তুতকারকের পৃথক কোষগুলিকে সংযুক্ত করার জন্য একাধিক বাসবার প্রয়োজন। প্রয়োজনীয়তাগুলি দাবি করছিল: 150 মিমি দৈর্ঘ্য জুড়ে 0.1 মিমি এর মধ্যে সমতলতা, সেল টার্মিনালের জন্য একাধিক সুনির্দিষ্টভাবে পাঞ্চ করা গর্ত এবং ক্ষয় প্রতিরোধের জন্য একটি জিঙ্ক-নিকেল প্রলেপ। বার্ষিক ভলিউম ছিল 80,000 সেট – CNC-এর জন্য খুব বেশি, সাধারণ ডাইয়ের জন্য খুব জটিল।
নুওট মেটালস আটটি স্টেশন সহ একটি প্রগতিশীল ডাই ডিজাইন করেছে: ছিদ্র, স্লটিং, সমতলতার জন্য মুদ্রা তৈরি করা এবং চূড়ান্ত কাটঅফ। স্ট্যাম্পযুক্ত ইস্পাত অংশগুলি প্রতি মিনিটে 60 স্ট্রোক এ প্রেস থেকে বেরিয়ে আসে, প্রতিটির সমতলতা 0.08 মিমি এবং গর্তের অবস্থান ± 0.05 মিমি মধ্যে। প্রলেপ দেওয়ার পরে, বাসবারগুলি 500 ঘন্টা লবণ স্প্রে পরীক্ষায় উত্তীর্ণ হয়েছে। মেশিনযুক্ত তামার তুলনায় গ্রাহক যন্ত্রাংশের খরচ 62% কমিয়েছে এবং দুটি সেকেন্ডারি অপারেশন বাদ দিয়েছে। উৎপাদনের তিন বছরে, ডাই শূন্য ফিল্ড ব্যর্থতার সাথে 1.2 মিলিয়ন বাসবার তৈরি করেছে।
এই কেসটি দেখায় যে স্ট্যাম্পযুক্ত ইস্পাত যন্ত্রাংশগুলি কী অর্জন করতে পারে যখন টুলিং এবং প্রক্রিয়াটি অ্যাপ্লিকেশনের সাথে মিলে যায় - শুধুমাত্র ভলিউম নয়।
স্ট্যাম্পযুক্ত ইস্পাত যন্ত্রাংশের জন্য গুণমানের নিশ্চয়তা - অনুশীলনে EEAT
Nuote ধাতুস্ট্যাম্পড স্টিলের বৈশিষ্ট্য অনুসারে তৈরি একটি ব্যাপক মানের সিস্টেম অনুসরণ করে।
ইস্পাত গ্রেড সঙ্গে অভিজ্ঞতা
আমাদের ধাতুবিদ এবং টুলিং ইঞ্জিনিয়ারদের কার্বন এবং অ্যালয় স্টিল স্ট্যাম্পিং করার 10 বছরেরও বেশি অভিজ্ঞতা রয়েছে। আমরা বুঝতে পারি:
স্প্রিংব্যাক আচরণ - ইস্পাতের স্থিতিস্থাপক পুনরুদ্ধার কার্বন বিষয়বস্তুর দ্বারা পরিবর্তিত হয়; আমরা ডাই ডিজাইনে ক্ষতিপূরণ দিই
Burr গঠন - নরম কম-কার্বন ইস্পাত হার্ড ইস্পাত থেকে বড় burrs উত্পাদন করে; আমরা সেই অনুযায়ী ছাড়পত্র সামঞ্জস্য করি
তাপ উত্পাদন - পুরু ইস্পাত মুদ্রাঙ্কন উল্লেখযোগ্য তাপ উৎপন্ন করে; আমরা লুব্রিকেন্ট ব্যবহার করি এবং গতি নিয়ন্ত্রণ প্রেস করি
পোস্ট-স্ট্যাম্পিং চিকিত্সায় দক্ষতা
স্ট্যাম্পযুক্ত ইস্পাত অংশবেশিরভাগ অ্যাপ্লিকেশনের জন্য জারা সুরক্ষা প্রয়োজন। Nuote Metals ইন-হাউস জিঙ্ক প্লেটিং পরিচালনা করে এবং পাউডার লেপ এবং ই-কোটের জন্য প্রত্যয়িত কোটারের সাথে অংশীদার। আমরা প্রদান করি:
আবরণের বেধ পরিমাপ - প্রলেপ দেওয়ার জন্য এক্স-রে ফ্লুরোসেন্স (XRF)
আনুগত্য পরীক্ষা - ASTM D3359 প্রতি ক্রস-হ্যাচ টেপ পরীক্ষা
সল্ট স্প্রে টেস্টিং - জারা প্রতিরোধের বৈধতার জন্য ASTM B117
মানদণ্ডের মাধ্যমে কর্তৃত্ব
আমাদেরস্ট্যাম্প করা ইস্পাত অংশমেনে চলুন:
ISO 9001:2015 - গুণমান ব্যবস্থাপনা সিস্টেম
IATF 16949 - স্বয়ংচালিত গুণমান (স্বয়ংচালিত প্রকল্পগুলির জন্য অনুরোধের ভিত্তিতে উপলব্ধ)
ASTM A109 - কোল্ড-রোল্ড কার্বন ইস্পাত স্ট্রিপের জন্য স্ট্যান্ডার্ড
RoHS - ধাতুপট্টাবৃত অংশগুলির জন্য (হেক্সাভ্যালেন্ট ক্রোমিয়াম-মুক্ত যেখানে নির্দিষ্ট করা হয়েছে)

ডকুমেন্টেশন মাধ্যমে বিশ্বাস
Nuote ধাতুথেকে স্ট্যাম্পযুক্ত ইস্পাত অংশগুলির প্রতিটি চালানের মধ্যে রয়েছে:
উপাদান পরীক্ষার রিপোর্ট (MTR)- রাসায়নিক এবং যান্ত্রিক বৈশিষ্ট্য সহ মিল শংসাপত্র
মাত্রিক পরিদর্শন লগ - পাস/ফেল অবস্থা সহ মূল পরিমাপ
আবরণ শংসাপত্র (যদি ধাতুপট্টাবৃত বা প্রলেপ) - পুরুত্ব, প্রকার, ব্যাচ নম্বর
প্রথম নিবন্ধ পরিদর্শন (এফএআই) - নতুন সরঞ্জামগুলির জন্য সম্পূর্ণ মাত্রিক প্রতিবেদন
স্ট্যাম্প করা ইস্পাত যন্ত্রাংশ জন্য নকশা বিবেচনা
গ্রাহকদের উৎপাদনযোগ্যতার জন্য তাদের ডিজাইন অপ্টিমাইজ করতে সাহায্য করার জন্য, Nuote Metals এই নির্দেশিকাগুলি অফার করে৷
ন্যূনতম বেন্ড রেডিআই
| উপাদান পুরুত্ব | নিম্ন কার্বন ইস্পাত (SPCC) | উচ্চ কার্বন স্প্রিং স্টিল (SK5) |
|---|---|---|
| 0.5 মিমি | 0.5 মিমি (1xT) | 1.0 মিমি (2xT) |
| 1.0 মিমি | 1.0 মিমি (1xT) | 2.0 মিমি (2xT) |
| 2.0 মিমি | 2.0 মিমি (1xT) | 4.0 মিমি (2xT) |
| 3.0 মিমি | 3.0 মিমি (1xT) | 6.0 মিমি (2xT) |
| 4.0 মিমি | 5.0 মিমি (1.25xT) | সুপারিশ করা হয় না |
ন্যূনতম গর্ত আকার
কম কার্বন ইস্পাত ছিদ্র গর্ত: ব্যাস ≥ উপাদান বেধ
উচ্চ কার্বন বা খাদ ইস্পাত ছিদ্র করা গর্ত: ব্যাস ≥ 1.2 x উপাদান বেধ
প্রান্তের দূরত্ব (গর্ত থেকে প্রান্ত): ≥ 1.5 x উপাদান পুরুত্ব (ফুঁটা এড়াতে)
বাঁক বৈশিষ্ট্য জন্য সহনশীলতা
| বৈশিষ্ট্য | স্ট্যান্ডার্ড সহনশীলতা | নির্ভুলতা (মুদ্রা সহ) |
|---|---|---|
| বাঁক কোণ (বায়ু নমন) | ±1.5° | ±0.75° |
| বাঁক কোণ (মুদ্রা) | ±0.5° | ±0.25° |
| ফর্মের উচ্চতা (ডিম্পল, অফসেট) | ±0.15 মিমি | ±0.08 মিমি |
| ফ্ল্যাঞ্জের দৈর্ঘ্য | ±0.20 মিমি | ±0.10 মিমি |
স্ট্যাম্পযুক্ত ইস্পাত যন্ত্রাংশ সম্পর্কে প্রায়শ জিজ্ঞাসিত প্রশ্নাবলী
নীচে Nuote Metals দ্বারা প্রাপ্ত সবচেয়ে সাধারণ প্রযুক্তিগত অনুসন্ধানগুলি সম্পর্কিতস্ট্যাম্প করা ইস্পাত অংশ.
প্রশ্ন 1: কম কার্বন এবং উচ্চ কার্বন স্ট্যাম্পযুক্ত ইস্পাত অংশগুলির মধ্যে পার্থক্য কী? আমি কিভাবে নির্বাচন করব?
উত্তর: কার্বনের উপাদান শক্তি, কঠোরতা এবং গঠনযোগ্যতা নির্ধারণ করে। কম কার্বন স্ট্যাম্পযুক্ত ইস্পাত অংশ (SPCC, 1008, 1010) 0.15% এর কম কার্বন ধারণ করে। এগুলি নরম, নমনীয় এবং গভীর ড্র এবং টাইট বাঁক সহ জটিল আকারে স্ট্যাম্প করা সহজ। যাইহোক, তাদের শক্তি তুলনামূলকভাবে কম (টেনসিল 270-400 MPa) এবং উচ্চ কঠোরতার জন্য তাপ-চিকিত্সা করা যায় না। উচ্চ কার্বন স্ট্যাম্পযুক্ত ইস্পাত অংশ (SK5, 1080) 0.75-1.0% কার্বন ধারণ করে। এগুলি অনেক বেশি শক্তিশালী (শক্ত হওয়ার পর প্রসার্য 800-1,100 MPa) এবং HRC 50-60 এ তাপ-চিকিত্সা করা যেতে পারে। যাইহোক, তারা কম গঠনযোগ্য (সর্বনিম্ন বাঁক ব্যাসার্ধ 2xT বা তার বেশি) এবং ভারী প্রেসের প্রয়োজন হয়। Nuote Metals বন্ধনী, ঘের, চ্যাসিস, এবং টানা হাউজিং এর জন্য কম কার্বন ইস্পাত সুপারিশ করে। স্প্রিংস, ক্লিপ, ধারক এবং পরিধান-প্রতিরোধী অংশগুলির জন্য উচ্চ কার্বন ইস্পাত সুপারিশ করুন। এই চরমগুলির মধ্যে শক্তি প্রয়োজন অ্যাপ্লিকেশনগুলির জন্য, মাঝারি কার্বন ইস্পাত (1045) একটি ভারসাম্য সরবরাহ করে।
প্রশ্ন 2: গ্রাহকের দ্বারা একত্রিত বা প্রলিপ্ত হওয়ার আগে স্ট্যাম্পযুক্ত স্টিলের অংশগুলিতে নুওট মেটাল কীভাবে মরিচা আটকায়?
উত্তর: আর্দ্রতার সংস্পর্শে এলে ইস্পাত দ্রুত মরিচা ধরে। Nuote Metals রক্ষা করার জন্য বিভিন্ন ব্যবস্থা গ্রহণ করেস্ট্যাম্প করা ইস্পাত অংশস্টোরেজ এবং ট্রানজিটের সময়। প্রথমত, আমাদের দ্বারা প্রলেপ দেওয়া বা প্রলেপ দেওয়া অংশগুলির জন্য, আমরা অক্সিডেশন কমাতে স্ট্যাম্পিংয়ের 24-48 ঘন্টার মধ্যে প্রক্রিয়া করি। দ্বিতীয়ত, "অ্যাস-স্ট্যাম্পড" অবস্থায় (আনকোটেড) পাঠানো অংশগুলির জন্য, আমরা একটি মরিচা-প্রতিরোধকারী তেল (হালকা, ক্ষারীয় ক্লিনার দিয়ে অপসারণযোগ্য) প্রয়োগ করি এবং সেগুলিকে ডেসিক্যান্ট সহ আর্দ্রতা-বাধা ব্যাগে প্যাকেজ করি। তৃতীয়ত, আমরা অস্থায়ী ফসফেট আবরণ (ম্যাঙ্গানিজ বা জিঙ্ক ফসফেট) অফার করি যা 1-3 মাসের অভ্যন্তরীণ মরিচা সুরক্ষা প্রদান করে এবং পরবর্তীতে রং করা গ্রাহকদের জন্য পেইন্টের আনুগত্য উন্নত করে৷ দীর্ঘমেয়াদী স্টোরেজ বা আন্তর্জাতিক শিপিংয়ের জন্য, আমরা সুপারিশ করি যে গ্রাহকরা অর্ডারের অংশ হিসাবে একটি প্রতিরক্ষামূলক আবরণ (জিঙ্ক প্লেটিং বা ই-কোট) নির্দিষ্ট করুন। আপনি যদি স্ট্যাম্পযুক্ত ইস্পাত অংশগুলি পান যা হালকা পৃষ্ঠের মরিচা দেখায়, তবে এটি সাধারণত একটি হালকা ঘষিয়া তুলিয়া ফেলিতে সক্ষম বা অ্যাসিড আচার দ্বারা অপসারণ করা যেতে পারে—কিন্তু সমালোচনামূলক অ্যাপ্লিকেশনের জন্য, উদ্ধৃতি পর্যায়ে Nuote মেটাল সহ একটি ক্ষয়-প্রতিরোধ পরিকল্পনা নির্দিষ্ট করুন।
প্রশ্ন 3: স্ট্যাম্পযুক্ত ইস্পাত অংশগুলির সর্বাধিক বেধ কত যা Nuote মেটাল উত্পাদন করতে পারে? মোটা অংশ বিশেষ টুলিং প্রয়োজন?
উত্তর: নুওট মেটাল সাধারণ ফাঁকা ক্রিয়াকলাপের জন্য 8.0 মিমি বেধ পর্যন্ত ইস্পাত স্ট্যাম্প করতে পারে এবং বাঁকানো বা গঠনের প্রয়োজনীয় অংশগুলির জন্য 6.0 মিমি পর্যন্ত। যাইহোক, মোটা স্ট্যাম্পযুক্ত ইস্পাত অংশ (4.0 মিমি উপরে) বিশেষ বিবেচনার প্রয়োজন। প্রথমত, প্রেস টনেজ উল্লেখযোগ্যভাবে বৃদ্ধি পায়—একটি 6.0 মিমি পুরু ইস্পাত অংশের জন্য ফাঁকা আকারের উপর নির্ভর করে 200-400 টন প্রয়োজন হতে পারে। দ্বিতীয়ত, টুল ক্লিয়ারেন্স অবশ্যই বাড়াতে হবে (সাধারণত প্রতি পাশে 10-15%) অত্যধিক burrs এবং টুল ভাঙা প্রতিরোধ করতে। তৃতীয়ত, পুরু ইস্পাত ন্যূনতম স্থিতিস্থাপক পুনরুদ্ধার করে, তাই স্প্রিংব্যাক ক্ষতিপূরণ কম গুরুত্বপূর্ণ কিন্তু প্রান্তের কাছাকাছি গর্তের জন্য প্রান্ত ক্র্যাকিং একটি উদ্বেগ হয়ে ওঠে।Nuote ধাতু400 টন পর্যন্ত প্রেস ক্ষমতা আছে এবং ভারী-গেজ স্ট্যাম্পিংয়ের জন্য উপযুক্ত টুল ইস্পাত স্টক বজায় রাখে। 6.0 মিমি-এর চেয়ে পুরু অংশগুলির জন্য, আমরা প্রায়শই স্ট্যাম্পিংয়ের বিকল্প হিসাবে লেজার কাটিং বা প্লাজমা কাটার সুপারিশ করি, কারণ টুলিং খরচ নিষিদ্ধ হয়ে যায়। একটি সম্ভাব্যতা এবং খরচ তুলনা জন্য Nuote Metals আপনার পুরু-গেজ অঙ্কন পাঠান.
প্রশ্ন 4: আপনি কি থ্রেডেড গর্ত বা হার্ডওয়্যার সন্নিবেশ সহ স্ট্যাম্পযুক্ত ইস্পাত অংশগুলি স্ট্যাম্প করতে পারেন? কি সেকেন্ডারি অপারেশন উপলব্ধ?
উঃ হ্যাঁ,Nuote ধাতুস্ট্যাম্পযুক্ত ইস্পাত অংশগুলিতে থ্রেড যুক্ত করার জন্য বিভিন্ন পদ্ধতি অফার করে। সবচেয়ে সাধারণ হল ট্যাপ করা (সরাসরি খোঁচা ছিদ্রে থ্রেড কাটা) এবং থ্রেড গঠন (ঘন স্টিলের জন্য, চিপ ছাড়া থ্রেড তৈরি করার জন্য উপাদান স্থানচ্যুত করা)। আমাদের কাছে M2 থেকে M12 পর্যন্ত গর্তের জন্য ইন-হাউস ট্যাপিং মেশিন রয়েছে। শক্তিশালী থ্রেড বা অপসারণযোগ্য ফাস্টেনার প্রয়োজন এমন অ্যাপ্লিকেশনগুলির জন্য, আমরা স্বয়ংক্রিয় সন্নিবেশ সরঞ্জাম ব্যবহার করে সরাসরি স্ট্যাম্পিং ডাইতে সন্নিবেশ (PEM-স্টাইলের স্ব-ক্লিনচিং বাদাম বা স্টাড) ইনস্টল করতে পারি। স্ট্যাম্পযুক্ত ইস্পাত অংশগুলির জন্য অন্যান্য মাধ্যমিক ক্রিয়াকলাপগুলির মধ্যে রয়েছে স্পট ওয়েল্ডিং (বাদাম বা বন্ধনীগুলির প্রজেকশন ওয়েল্ডিং), রিভেটিং (দুটি স্ট্যাম্পযুক্ত উপাদান যুক্ত করা), এবং তাপ চিকিত্সা (বসন্ত মেজাজের উচ্চ কার্বন অংশগুলির জন্য)। আপনার অঙ্কনে যেকোন সেকেন্ডারি ক্রিয়াকলাপ নির্দিষ্ট করুন, এবং Nuote Metals সেগুলিকে প্রক্রিয়া প্রবাহে অন্তর্ভুক্ত করবে—প্রায়ই হ্যান্ডলিং খরচ কমাতে একই প্রগতিশীল ডাই-এর মধ্যে।

কেন স্ট্যাম্পযুক্ত ইস্পাত অংশগুলির জন্য Nuote ধাতুর সাথে অংশীদার?
সঠিক স্ট্যাম্পিং অংশীদার নির্বাচন করা আপনার স্টিলের উপাদানগুলির জন্য ধারাবাহিক গুণমান, প্রতিযোগিতামূলক মূল্য এবং নির্ভরযোগ্য ডেলিভারি নিশ্চিত করে। Nuote Metals অফার:
- প্রশস্ত ইস্পাত নির্বাচন - নিম্ন, মাঝারি, উচ্চ কার্বন, এবং স্টক মধ্যে খাদ গ্রেড
- বেধের পরিসীমা - 0.3 মিমি থেকে 6.0 মিমি (খালি করার জন্য 8.0 মিমি)
- ইন-হাউস প্লেটিং - জিঙ্ক, জিঙ্ক-নিকেল এবং কালো অক্সাইড লাইন
- ট্যাপিং এবং হার্ডওয়্যার সন্নিবেশ - সাইটে সেকেন্ডারি অপারেশন
- ভলিউম 1,000 থেকে 10,000,000+ - প্রোটোটাইপিং থেকে ব্যাপক উত্পাদন
- বিনামূল্যে DFM বিশ্লেষণ - আমরা টুলিং আগে স্ট্যাম্পিং জন্য আপনার নকশা অপ্টিমাইজ
- নমুনা অংশ - উত্পাদন টুলিং থেকে 20 বিনামূল্যে টুকরা
- গ্লোবাল শিপিং - উত্তর আমেরিকা, ইউরোপ, এশিয়া এবং তার বাইরে বায়ু বা সমুদ্র
যোগাযোগNuote ধাতুআজ আপনার অঙ্কন আপলোড বা আপনার আলোচনাস্ট্যাম্প করা ইস্পাত অংশপ্রকল্পের প্রয়োজনীয়তা।
হট ট্যাগ: মুদ্রাঙ্কিত ইস্পাত যন্ত্রাংশ, চীন মুদ্রাঙ্কিত ইস্পাত যন্ত্রাংশ, মুদ্রাঙ্কিত যন্ত্রাংশ প্রস্তুতকারক
অনুসন্ধান পাঠান
নীচের ফর্মে আপনার তদন্ত দিতে নির্দ্বিধায় দয়া করে. আমরা আপনাকে 24 ঘন্টার মধ্যে উত্তর দেব।









X
আমরা আপনাকে একটি ভাল ব্রাউজিং অভিজ্ঞতা দিতে, সাইটের ট্র্যাফিক বিশ্লেষণ করতে এবং সামগ্রী ব্যক্তিগতকৃত করতে কুকিজ ব্যবহার করি। এই সাইটটি ব্যবহার করে, আপনি আমাদের কুকিজ ব্যবহারে সম্মত হন।
গোপনীয়তা নীতি